

Amikor egy sofőr leáll az út szélére, és egy ollós autóemelőhöz nyúl, az utolsó dolog, ami eszébe jut, a benne lévő mérnöki munka. Ennek az emelőnek a teljesítménye, biztonsága és hosszú élettartama azonban szinte teljes mértékben egyetlen összetevőtől függ: a emelőcsavar . Vezetőcsavarnak vagy menetrúdnak is nevezik, ez a hosszúkás rögzítőelem a kézi forgatóerőt függőleges emeléssé alakítja, amely felemeli a járművet a talajról. at Soverchannel Industrial Co., Ltd ., ezeknek a precíziós tervezésű alkatrészeknek a gyártására és nagykereskedelmi értékesítésére specializálódtunk – és úgy gondoljuk, hogy a vásárlók megérdemlik, hogy alaposan megértsék, mi különbözteti meg a megbízható emelőcsavart a megtörténni váró meghibásodástól.
Az emelőcsavar egy hosszúkás menetes rögzítőelem, amely az ollós típusú autóemelő mechanikai magjaként szolgál. A szabványos hatlapfejű csavaroktól eltérően az emelőcsavar általában lapos vagy hurkos fejjel az egyik végén, vállzónával és precíziósan vágott menetes tengellyel rendelkezik, amely a terhelési besorolástól függően 300 mm-től 800 mm-ig terjedhet. Amikor a forgattyús fogantyú a hurkolt véghez kapcsolódik, és a kezelő elfordítja, a menetrúd kinyitja vagy zárja az ollókarokat, így a forgás függőleges elmozdulássá válik.
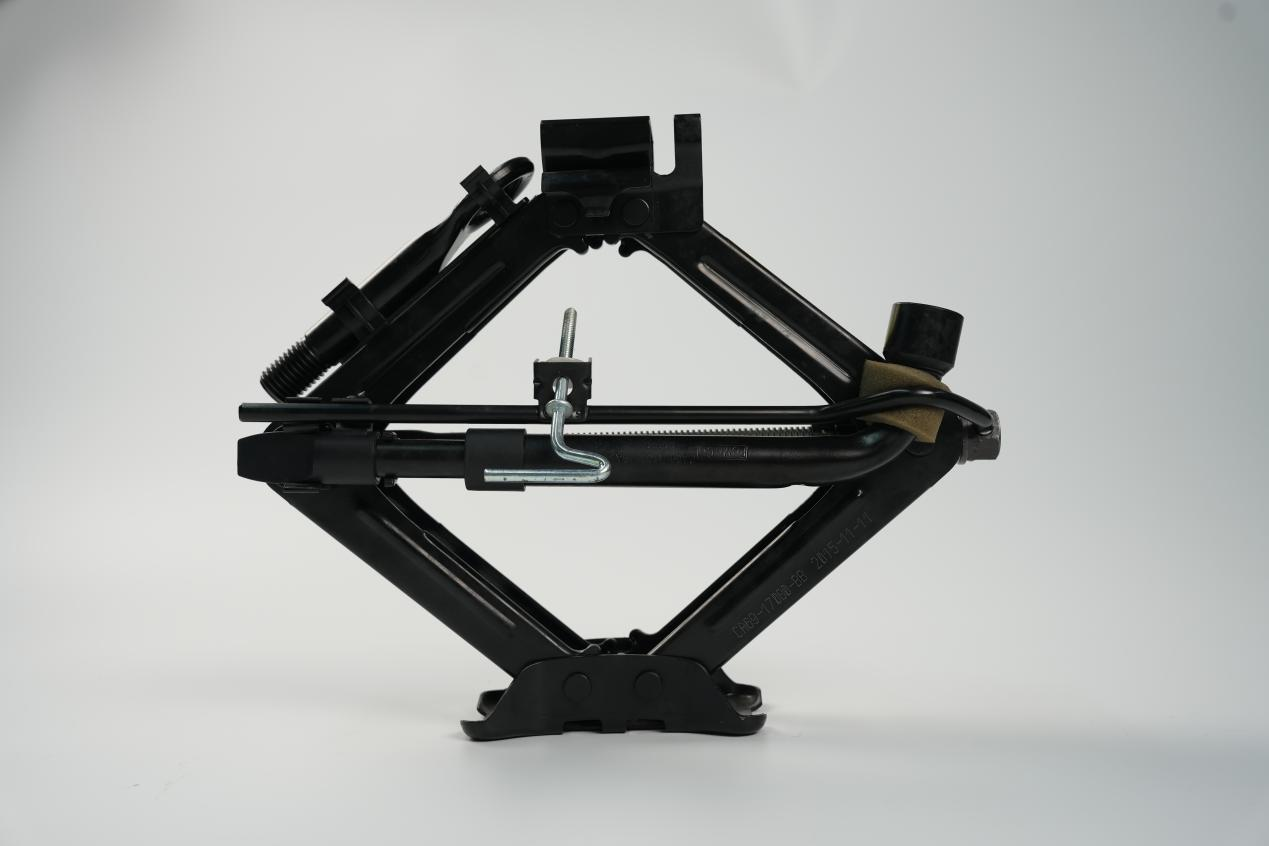
Az ollós autóemelőt széles körben használják az út menti gumiabroncscserékre és az alváz karbantartására – olyan helyzetekben, ahol kompakt, hordozható és megbízható emelőszerszámra van szükség. Az általános terhelési besorolások közé tartozik a 0,8T, 1T, 1,5T és 2T, és minden réteghez arányosan nagyobb átmérőjű, szakítószilárdságú és menetpontosságú menetrúd szükséges. A nagyobb teherbírású emelő vastagabb, hosszabb emelőcsavart jelent – ezt a mérnöki valóságot nem lehet megkerülni.

A menetforma vitathatatlanul a legkövetkezményesebb tervezési döntés bármely emelőcsavar esetében. A menetnek hatalmas nyomó- és húzóterhelést kell átadnia ciklusról ciklusra, miközben ellenáll a kopásnak és megőrzi a méretstabilitást. Három menetrendszer uralja a globális piacot:
A megfelelő menetforma kiválasztása nem pusztán specifikációs gyakorlat – ez közvetlenül meghatározza, hogy az emelő éveken át zökkenőmentesen fog-e működni, vagy néhány használaton belül játékot, zajt és esetleges meghibásodást okoz.
A prémium emelőcsavarok közepes széntartalmú vagy ötvözött acéllal kezdődnek: az olyan minőségek, mint a 45#, 35K és 45K, biztosítják az emelőalkalmazásokhoz szükséges alapkeménységet és hajlékonyságot, míg az olyan ötvözetek, mint a 40Cr és 35CrMo, a nagy terhelésű vagy biztonsági szempontból kritikus emelőkhöz vannak előírva, ahol a folyáshatárnak és a szabványos szénacél kifáradási határértéknek meg kell haladnia. Ezek a választások biztosítják, hogy az emelés közbeni húzó- és torziós igénybevétel egyaránt a biztonságos működési határokon belül maradjon – a kulcstényezőket járműemelési tesztek és nyomáspróbák igazolják.
Egy tipikus emelőcsavar gyártási folyamata: nyersanyag pácolás és foszfátozás → gömbölyű izzítás → szemcseszórás és huzalhúzás → egyengetés és nyírás → hidegfejezés vagy melegkovácsolás → menethengerlés (M8-tól M60-ig terjedő burkolat) → felületkezelés. Az 500 mm-nél kisebb menetrudaknál a hidegfejezést részesítik előnyben, mivel ez szűkebb mérettűrést és kiváló felületi minőséget biztosít a melegen kovácsolt ekvivalensekhez képest. A hosszabb rudak gyakran melegkovácsolást igényelnek, majd CNC megmunkálást.
A felületvédelem befejezi a folyamatot. A horganyzás az általános autóipari utángyártott emelők alapfelszereltsége, míg a foszfátbevonatot rozsdagátló olajjal kombinálják ott, ahol az emelő hosszabb ideig tartó kültéri vagy nedves környezetet lát. Mindkét kezelést házon belül alkalmazzák a Soverchannel Industrial integrált gyártóüzemében.
Vevők beszerzése kötőelemek nagykereskedelme emelő szerelvényeknél fokozott figyelmet kell fordítani az anyagtanúsítványokra. ASTM A193 széles körben elismert amerikai szabvány az ötvözött acélból és rozsdamentes acélból készült csavarozási anyagokra, amelyeket magas hőmérsékleten vagy nagy nyomáson végeznek – és osztályozási rendszere (B7, B8 stb.) megbízható szókincset biztosít a mechanikai tulajdonságokkal kapcsolatos követelmények kommunikálásához a globális ellátási láncokon keresztül. Míg az ASTM A193-at gyakrabban emlegetik a nyomástartó edényekben és a karimás csatlakozásokban használt csapoknál, a rögzítőelem-specifikációs kultúrára gyakorolt hatása hasznos referenciaként szolgál még az autóipari és ipari emelőbeszerzési vitákban is.
Az ASTM-en túl az emelőcsavar beszerzésének ellenőriznie kell:
A jó hírű forrásgyárak anyagvizsgálati jelentéseket (MTR) és méretvizsgálati jelentéseket biztosítanak minden szállítmányhoz. Ha egy szállító nem tudja beállítani ezeket a dokumentumokat, az ártól függetlenül piros zászló.
Az ollós emelő nem egyszerűen egy menetrúd – ez egymásba illeszkedő alkatrészek együttese, és a szegecsek és hatlapfejű csavarok a forgócsuklóknál ugyanolyan kritikusak, mint a központi emelőcsavarnál. Ezeknek a csuklós rögzítőelemeknek fel kell venniük mind a dinamikus nyíróterhelést, mind a hajlítónyomatékot minden alkalommal, amikor az emelőt terhelés alatt meghajtják. Az alulméretezett vagy alacsony minőségű forgócsavarok gyakori meghibásodási pontok a költségvetési ollós emelőkben, ami a karok megingását, az emelő dőlését, vagy extrém esetekben a szerelvény összeomlását okozza.
A Soverchannel Industrial forgócsapokat és hatlapfejű csavarokat, mint összehangolt alkatrészeket szállítja az emelőcsavarok sora mellett, biztosítva a menetkompatibilitást, a megfelelő felületkezelést és az egyenletes mechanikai minőséget a teljes rögzítőkészletben. Ez az egyik legfontosabb előnye annak, ha a forrásgyár vertikális gyártási lehetőségekkel, nem pedig több független beszállítótól származó anyagjegyzék összeállítása.

Emelőgyártók, autóalkatrész-forgalmazók és MRO-nagykereskedők számára az emelőcsavarok és a kapcsolódó rögzítőelemek beszerzése függőlegesen integrált egységből forrásgyár három konkrét előnnyel jár. Először is, a költségkontroll: a kereskedelmi vállalati felárak kiküszöbölése és a beszállítói kapcsolatok számának csökkentése közvetlenül csökkenti a leszállási költségeket, ami fontos, ha a nagykereskedelmi kötőelemek árképzésében versenyzünk. Másodszor, a specifikáció rugalmassága: a saját menethengerlő berendezéssel (M8–M60 burkolat), hideg fejléccel, nagyfrekvenciás formázóprésekkel és CNC-simító képességekkel rendelkező gyár egyedi menetprofilokat, nem szabványos tengelyhosszakat és olyan szabadalmaztatott felületkezeléseket tud kezelni, amelyekkel a készen lévő forgalmazók egyszerűen nem férnek hozzá. Harmadszor, a minőségi elszámoltathatóság: amikor egyetlen létesítmény ellenőrzi a nyersanyag beérkező vizsgálatát, alakítását, menetét és felületkezelését, a nyomon követhetőség egyértelmű – ez szükséges az autóipari minőségű alkatrészek esetében, amelyekre biztonsági vonatkozású visszahívások vagy helyszíni auditok vonatkoznak.
Soverchannel Industrial Co., Ltd. pontosan ezt a fajta integrált létesítményt üzemelteti, amelynek gyártási kapacitása lefedi a fent leírt emelőcsavarok és rögzítőelemek teljes skáláját. Várjuk az OEM ollós emelőgyártók, a nagykereskedelmi kötőelem-forgalmazók és az autóipari utángyártott vásárlók megkereséseit, akik megbízható, átlátható és specifikációra alkalmas szállítópartnert keresnek.

Az ollós autóemelőhöz való emelőcsavar megadásakor vagy beszerzésekor a következő paramétereket kell megerősíteni a rendelés leadása előtt:
| Paraméter | Tipikus tartomány / opciók | Hatás |
|---|---|---|
| Jack teherbírása | 0,8T / 1T / 1,5T / 2T | Meghatározza a minimális tengelyátmérőt és az anyagminőséget |
| Menetforma | 1/2-10 Stub Acme, Tr16×2, M14, RD16×2 | Szabályozza a terhelési hatékonyságot, a kopási arányt és a regionális szabványoknak való megfelelést |
| Tengely hossza | 300-800 mm | Egyeznie kell az emelő hatótávolságával; a hosszabb rudak egyenesség-ellenőrzést igényelnek |
| Anyagminőség | 45#, 40Cr, 35CrMo | Közvetlenül befolyásolja a szakítószilárdságot és a folyáshatárt a jármű terhelése mellett |
| Felületkezelés | Horganyzás / foszfát olaj | Korrózióvédelem a várható élettartamhoz |
| Gyártási folyamat | Hidegfejezés (≤500 mm) / Melegkovácsolás | Méretpontosság és felületi minőség |
Az egyes paraméterek igazítása a tényleges szervizigényhez – ahelyett, hogy a legolcsóbb elérhető opciót választaná – az az, ami elválasztja az 50 000 ciklusos fáradtsági teszten átmenő emelőt az útszéli hibától.
Az emelőcsavar nem árucikk. Függetlenül attól, hogy 1/2-10 Stub Acme profilt hordoz egy amerikai piacon kapható ollós autóemelőhöz, trapézmenetet egy európai OEM-szerelvényhez, vagy egyedi specifikációt egy nagy teherbírású ipari emelőhöz, a kialakítása, az anyaga, a menetformája és a felületkezelése együttesen meghatározza, hogy a termék valós körülmények között sikeres vagy kudarc. Soverchannel Industrial Co., Ltd. több mint egy évtizedes elkötelezett tapasztalattal rendelkezik az emelőcsavarok és nagykereskedelmi kötőelemek gyártása terén, teljes folyamatvezérléssel a nyersanyagtól a végső ellenőrzésig. Meghívjuk Önt, hogy vegye fel a kapcsolatot csapatunkkal, hogy megvitassa specifikációit, mintákat kérjen, vagy felfedezze gyári auditálási folyamatát.
Kapcsolattartó személy: menedzser Peng
Telefon: 15921208398
 Acélszerkezet M20*120 horganyzott, nagy szilárdságú csavarok
Acélszerkezet M20*120 horganyzott, nagy szilárdságú csavarok
 M24*200 ötvözött acél nagy szilárdságú csavarok acélszerkezetekhez
M24*200 ötvözött acél nagy szilárdságú csavarok acélszerkezetekhez
 Rozsdamentes acél 304 DIN 6921 hatlapú karimacsavar
Rozsdamentes acél 304 DIN 6921 hatlapú karimacsavar
 M3*40 szénacél fekete-oxid hatlapfejű csavarok
M3*40 szénacél fekete-oxid hatlapfejű csavarok
 ST5*35 rozsdamentes acél 304 hatszögletű facsavarok
ST5*35 rozsdamentes acél 304 hatszögletű facsavarok
 Rozsdamentes acél 304 sima nehéz hatlapú lekvár anyák
Rozsdamentes acél 304 sima nehéz hatlapú lekvár anyák
 Elérhetőségi adatok
Elérhetőségi adatok
 Cím
Cím





